HT Cables or High Tension Cables are cable defined as per IS 7098 Part II having voltage grade from 3.3kv to 33kv. Cables of similar voltage range are also defined as MV Cables or Medium Voltage Cables as per IEC-60502 part 2, BS-6622 & BS-7835 High voltage cables, generally made of XLPE insulation confirming to IS/BS/IEC standards & normally used to transmit and distribute power in power transmission and distribution system. Cross-linked Polyethylene Insulated Electric or XLPE Power Cables possesses excellent electrical, mechanical and heat-resistant properties. It has an advantage over PVC insulated cables because of its easy maintenance. Due to the invention of advanced XLPE insulation, EHV cables are also available today.
Suraj Cables specializes in manufacturing XLPE cables ranging from 3.3kv to 33kv with sizes upto 1000 sq. mm.
HT Cables designed to be used underground directly, buried in ducts, trenches or in tunnels for electric power transmission at high voltage, finds its applications in :-
• Transmission of Power from 3.3kv to 33 KV
• For power distribution by utilities to residential, commercial complexes & Industries consuming bulk power.
• For Large & Medium industries where equipment’s require power at high voltage
• Solar & Thermal Power Plants
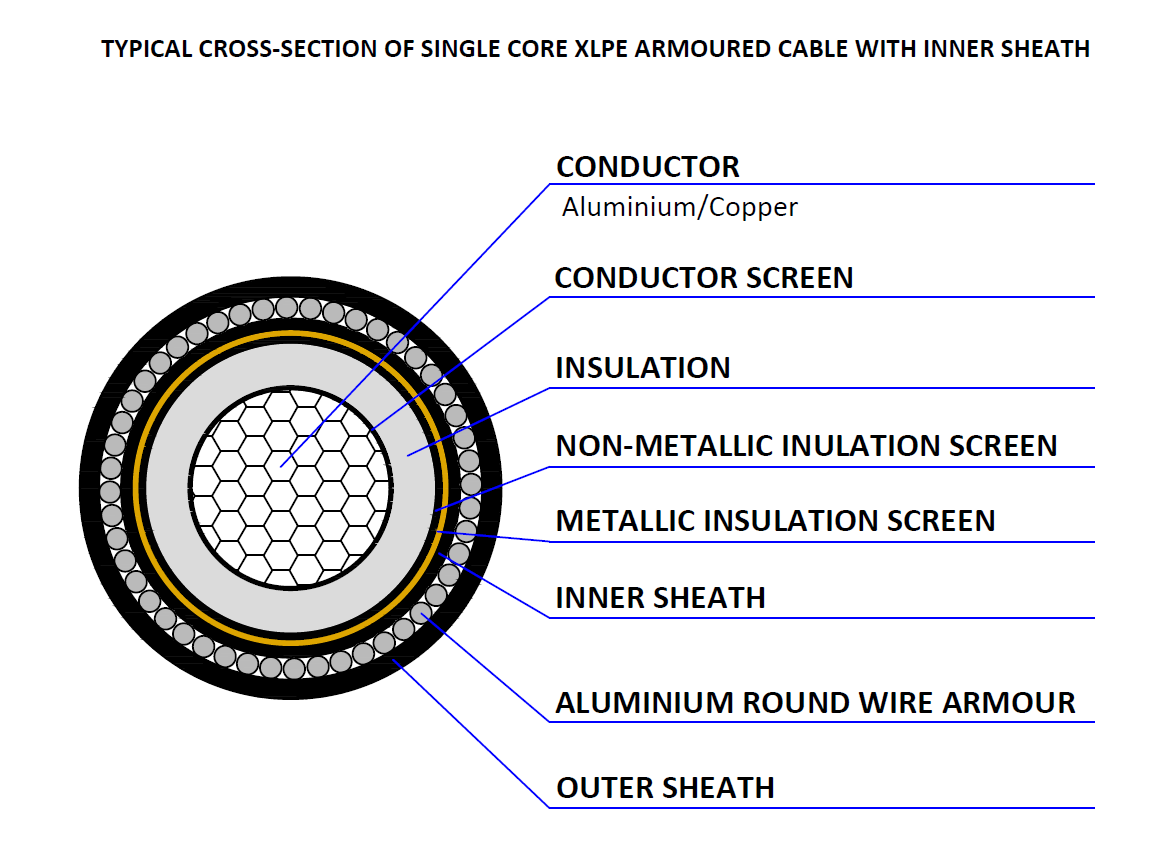
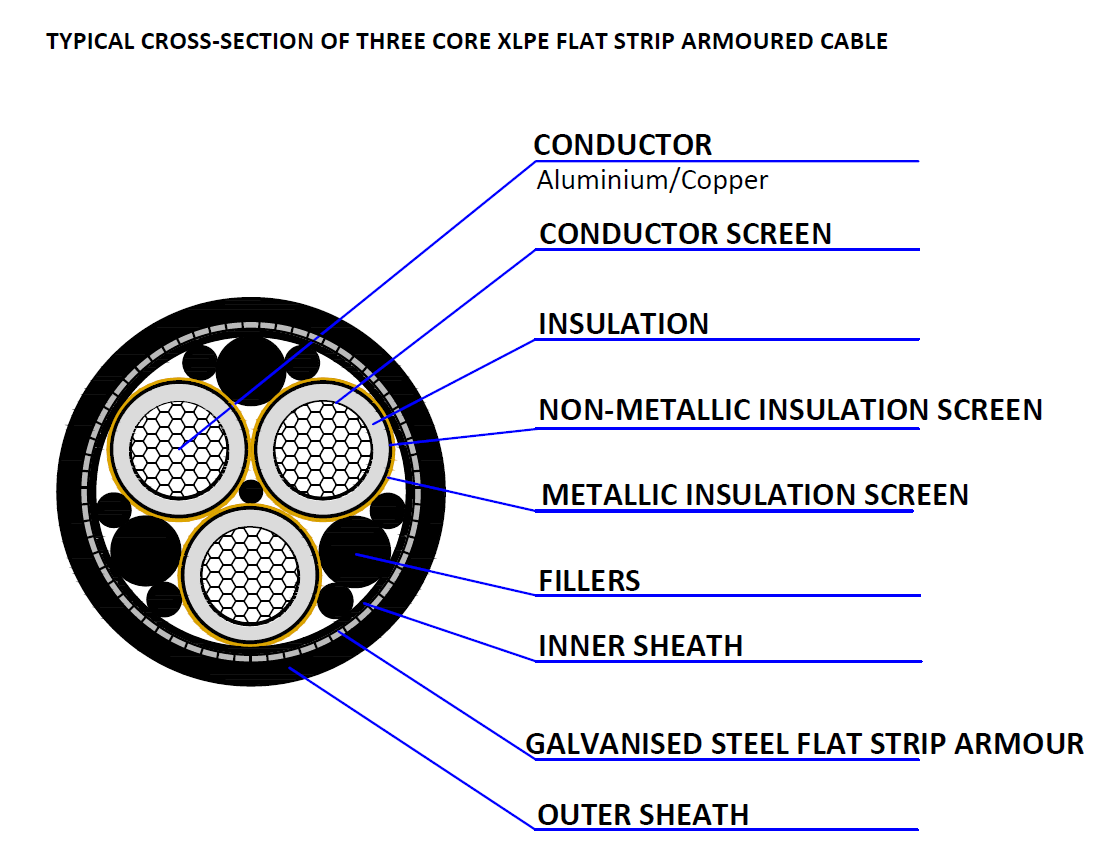
Stranded compacted class 2 circular conductors of Annealed/Plain Copper or Aluminium as per IS: 8130 I IEC 60228/ BS 6360.
This is a layer of cross linkable semiconducting compound extruded directly over the conductor as per IS:7098-Part 2 / IEC: 60502- Part 2 / BS:6622 / BS:7835. It not only eliminates any sharp points on conductor surface but also nullifies the chance of electric discharge at the interface between conductor & insulation.
Extrusion is done in a closed triple crosshead. Inner semiconducting compound, XLPE insulating compound and outer semiconducting compound are fed into respective extruders in a contamination-free and moisture-free closed-circuit system through preheater and dehumidifier.The insulation is of natural, Cross Linked Polyethylene with high di-electric strength which is extruded over semiconducting conductor screening. Thickness of insulation is as per IS:7098-Part 2 / IEC: 60502- Part 2 / BS:6622 / BS:7835.
The non-metallic part of the screening consists of either a semiconducting tape applied helically or a layer of extruded semi-conducting compound or both. The conductor screening, XLPE insulation and the non-metallic part of insulation screening are all extruded in one operation by TRIPLE EXTRUSION which eliminates the formation of micro voids during the extrusion and curing resulting in longer life of cables.
Curing under oxygen-free nitrogen gas pressure is carried out in Catenary Continuous Vulcanization (CCV) line as per the recommended practice. We also specialize in cables up to 33 kV grade produced with Sioplas, wherein the insulating compound used have characteristics similar to the cables produced on CCV line.
The metallic Screen can be helically applied copper tape, or a number of copper wires applied over semiconducting screen to carry fault current. This ensures that the surface of insulation is at ground potential and hence no surface discharge and electric field will be radial in nature.
Copper Tape / Wire as per IS:7098-Part 2 / IEC: 60502- Part 2 / BS:6622 / BS:7835.
Assembly of cores is done in a precisely controlled drum twister with an anti-torsion device so as to avoid any stress formation on the cores and applied screen. Insulated cores are laid up together with PVC* or suitable non-hygroscopic fillers fillers to maintain circularity of cable. The core identification of three core cable is done either by coloured strips I numbered applied on the cores.
Polyvinyl Chloride (PVC) or Polyethylene (PE) compound is extruded over the laid-up cores. The laid-up cores shall be provided with inner sheath applied either by extrusion or by wrapping as per customer’s requirement. It shall be ensured that the shape is as circular as possible.
GI Round wire / Flat wire (Strip) / Double steel tape armouring is applied over the inner sheath in case of three core cables as per IS:7098-Part 2 / IS:3975 IEC: 60502- Part 2 / BS:6622 / BS:7835. The direction of lay of armouring is left hand side of final layer. For single core cables non-magnetic armouring is applied over the inner sheath. The purpose of armour is to give mechanical protection to cables. It also acts as a return path for earth fault current.
The outer sheath is made to be Anti-corrosive and moisture and water proof. The cables are provided with an extruded PVC / PE / LSZH / FR / FRLS outer sheath over the armour. For Single core unarmoured cables, the outer sheath is extruded over the non-magnetic metallic part of insulation screening.
Normally the color of the outer sheath is kept black so as to protect the sheath from ultraviolet radiations but any other colour as per customer requirement can also be provided.
IS:7098-Part 2 / IEC: 60502- Part 2 / BS:6622 / BS:7835